Всероссийского Теплотехнического
научно-исследовательского Института
(ОАО "ВТИ")
ВОССТАНОВИТЕЛЬНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА (ВТО)
В процессе длительной
эксплуатации низколегированные перлитные Cr-Mo-V паропроводные стали (в
основном - марок 12Х1МФ и 15Х1М1Ф) претерпевают ряд изменений, связанных
с эволюцией суб- и микроструктуры, распадом твердого раствора, зарождением
и ростом микропор по границам зерен. Все перечисленные выше процессы приводят
к снижению служебных характеристик металла, отвечающих за эксплуатационную
надежность энергооборудования. Поэтому после выработки паркового ресурса
проводится обследование состояния паропроводов с целью определения сроков
его дальнейшей работы. В объем неразрушающего контроля металла, отработавшего
парковый ресурс обязательно входит исследование микроповрежденности растянутой
зоны гибов с целью оценки количества микродефектов, образовавшихся в процессе
ползучести. На основании результатов проведенного контроля может быть
принято решение о замене паропровода или проведении восстановительной
термической обработке (ВТО), если степень микроповрежденности металла
не слишком велика (3 - 4 балл шкалы микроповрежденности). Технология нагрева
металла, режим термической обработки в значительной мере зависит от величины
микроповрежденности растянутой зоны гибов и регламентируется действующей
инструкцией.
Необходимо отметить, что имевшие место факты
не совсем удачного проведения ВТО обусловлены только несовершенством в
тот момент времени технологии проведения ВТО. В результате работ по корректировке
существующих и выбору новых режимов, проведение ВТО, в настоящее время,
позволяет полностью восстановить работоспособность паропровода выработавшего
парковый ресурс. Экспериментальное опробование различных технологических
схем нагрева паропроводных труб выявило ряд недостатков как самого термического
оборудования, так и предложенных первоначально режимов восстановительной
термической обработки, что определило необходимость проведения дополнительных
исследований в этих направлениях. Например, применение печного нагрева
требует разрезки паропровода на отдельные элементы, что во многом ограничивает
его применение. Более совершенным является индукционный нагрев, при котором
ВТО проводится непосредственно на электростанции без демонтажа паропровода.
В настоящее время существуют две принципиально различные системы индукторов:
подвижный - обеспечивающий единовременный нагрев участка металла длиной
до 350мм, и неподвижный - позволяющий нагревать участок трубы длиной до
6м. Однако, если при применении подвижного индуктора скорость охлаждения
более 3-5°С/мин обеспечивается естественным путем, то при неподвижном
индукторе необходимо применять принудительное охлаждение сжатым воздухом.
Относительно разных технологических схем
нагрева можно сказать, что независимо от способа нагрева происходит залечивание
микроповрежденности, накопленной в металле в процессе ползучести при длительной
эксплуатации. Одновременно происходит восстановление рисунка микроструктуры.
Величина зерна (по ГОСТ 5639-89) увеличивается незначительно при ВТО и
во многих случаях совпадает с той, что была в состоянии поставки, хотя
наблюдается тенденция к росту зерна на 1-2 балла. Процессc роста зерна
не зависит от способа нагрева, а связан с температурой нагрева и временем
выдержки.
Лабораторными исследованиями ВТИ, результаты
которых затем проверялись в условиях эксплуатации, установлена устойчивая
зависимость увеличения количества перлита в микроструктуре металла после
проведения ВТО. Число участков перлита в микроструктуре металла зависит,
как от температуры нормализации, так и от скорости охлаждения. Минимальное
количество перлита образуется при температуре 960-980°С даже при увеличении
времени выдержки до 60-90 минут. Пониженная температура нормализации при
ВТО приводит также к образованию отдельных очень мелких участков перлита,
расположенного по границам ферритных зерен, что, в свою очередь, сопровождается
измельчением зерна до 10 балла. По-видимому, этот процесс связан с недостаточной
скоростью диффузии легирующих элементов и, вследствие этого, их неравномерным
распределением в объеме металла.
При повышении температуры нормализации до
1060-1080°С мелкие участки перлита исчезают, а размер зерна увеличивается
до 5-6 балла. Увеличение скорости охлаждения с 3 до 7°С/мин мало влияет
на рост зерна. Также и снижение температуры повторной нормализации до
1000-1040°С не приводит к заметному измельчению зерна. Таким образом,
при проведении ВТО в промышленных условиях можно считать наиболее оптимальной
температуру нормализации 1040-1080°С, а время выдержки при этой температуре
определяется степенью дифференциации структурных составляющих и количеством
микропор каждого отдельно взятого участка паропровода.
В качестве примера, представим характерный
цикл проведения ВТО. Для нагрева металла применяется передвижной индуктор,
изготавливаемый из медной водоохлаждаемой трубки. Индуктор перемещается
по паропроводу со снятой изоляцией при наличии слоя изоляционной ткани
непосредственно под витками индуктора. Равномерность нагрева растянутой
и сжатой зон гиба достигается путем смещения витков индуктора относительно
оси сечения гиба в сторону сжатой зоны. При этом увеличивается тепловложение
в сжатую зону и уменьшается в растянутую. Перемещение индуктора осуществлялось
по-шагово с тем, чтобы любой участок паропровода прошел полный цикл нагрева,
выдержки и охлаждения по заданному режиму, обеспечивающему пребывание
в течение заданного промежутка времени в требуемом интервале температур.
В качестве источника тока использовалась многопостовая установка термической
обработки токами средней частоты ИТ-14-100/2,4. Установка представляет
собой комплекс, преобразующий трехфазный ток напряжением 400В и частотой
50Гц с плавно-ступенчатым регулированием мощности для получения необходимых
параметров режима. Датчиками контроля температуры нагрева труб при термообработке
служат хромель-алюминиевые термопары, зачеканеные по длине термообрабатываемых
участков с шагом 200мм с автоматической записью температуры на диаграммной
ленте.
Восстановительная термическая обработка
проводилась по следующему режиму: на гибах двойная нормализация: I - 1040-1080°С
с выдержкой 30-40 минут; II - 1030-1050°С c последующим отпуском 700-720°С
в течение 1 часа. Прямые трубы обрабатывались по режиму однократной нормализации
при температуре - 1040-1080°С с выдержкой 30-40 минут c последующим отпуском
700-720°С в течение 1 часа; Сварные соединения паропровода термообрабатываются
по режиму прямых труб, только увеличивалась длительность отпуска до 90
минут.
Ниже представлены характерные фотографии
микроструктуры до и после ВТО, сделанные с увеличением х500:
 Микроструктура металла до ВТО (3-й балл шкалы микроповрежденности) |
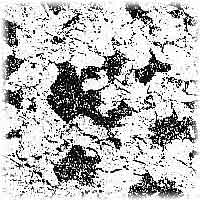 Микроструктура металла после ВТО |
Как видно на фотографиях, металл, имевший
до проведения ВТО 3-й балл шкалы микроповрежденности полностью восстановил
микроструктуру, соответсвующую после проведения ВТО, состоянию поставки
паропровода. Видно, что структура металла состоит из зерен феррита и перлита.
Проведенный после термообработки контроль
сплошности металла гибов методами УЗК и МПД показал, что ни в одном из
элементов рассматриваемого паропровода дефектов, препятствующих эксплуатации
не выявлено.
Процесс проведения ВТО должен сопровождаться
тщательным всесторонним контролем за состоянием металла как до проведения
ВТО, так и после ее проведения. На основании имеющегося опыта, в настоящее
время признана и применяется следующая схема контрольных мероприятий после
проведения ВТО:
- Контроль металла гибов и сварных соединений методами УЗК и МПД в объеме 100%;
- Контроль геометрических размеров гибов (толщины стенки и овальности);
- Контроль механических свойств металла макетного гиба до и после ВТО;
- Контроль микроповрежденности 10% гибов;
- Контроль микроструктуры 100% гибов и труб;
- Исследование длительной прочности стали 12Х1МФ до и после ВТО на образцах;
- Расчет ресурса паропровода с учетом полученных данных по длительной прочности.
Хотя были получены положительные результаты, тем не менее, проблемы внедрения восстановительной термической обработки и регенерации служебных характеристик в настоящее время решены не полностью. Прежде всего это относится к определению возможности использования существующих значений допускаемых напряжений, по которым проводится расчет ресурса паропроводов. Поэтому необходимо проведение испытаний на длительную прочность с целью определения степени влияния ВТО на эксплуатационную надежность металла паропроводов, тем более, что расчет допустимого срока эксплуатации должен проводиться с учетом величины фактического предела длительной прочности. Необходимое для этих целей оборудование есть в отделении металлов ВТИ.
115280, г. Москва ул. Автозаводская, д. 14/23 тел./факс (095) 275-41-18
Создание и поддержка D_K